Vermont Energy Dashboard
This tool was created to track progress toward the adoption of key clean energy technologies that were recommended in Vermont’s 2021 Climate Action Plan. The Dashboard tracks adoption of some of the highest-impact technology pathways in the transportation and thermal sectors, including electric vehicles, cold-climate heat pumps, heat pump water heaters, and home weatherization.
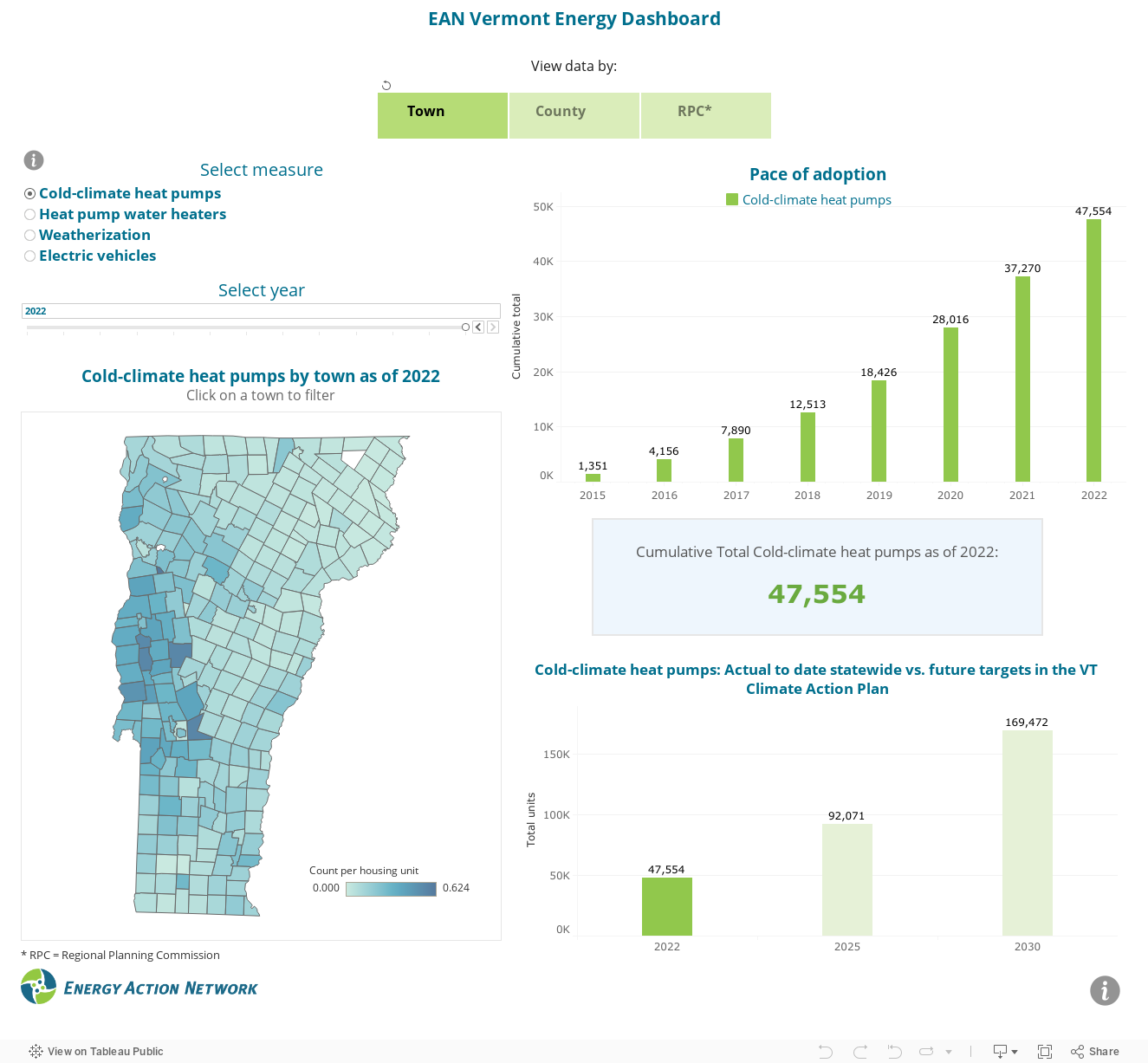
The tool visualizes technology adoption over time and at multiple geographic levels. The map visualizes the number of installations per housing unit of the selected technology by town, county, or Regional Planning Commission (RPC). Total installations can be found by hovering over a town, county, or RPC. Click here for more detailed instructions on how to use the Dashboard.
We also have an interactive GHG emissions dashboard available here.
Explore the Dashboard to see how much progress your community has made!
How to use the Dashboard:
- Using the green buttons at the top of the Dashboard, select the geographic level at which you’d like to visualize the data on the map. You can choose between Town, County, or Regional Planning Commission (RPC).
- Select a technology to filter on by clicking on one of the options underneath “Select measure”. This filters the data shown on the bar graph and on the map, as well as the total number shown in the light blue box. Only one technology can be displayed at a time.
- Select a year to display using the slider tool located above the map. You can either drag the circle along the slider or use the arrow buttons to change the year.
- Hover over any town, county, or RPC on the map to show more information, including both per capita counts and total counts.
- If you’d like to only view data for a specific town, county, or RPC, you can filter the dashboard by clicking on one of the geographic areas on the graph. For example, if you click on Washington County on the map, the bar graph and the total in the blue box will both display only data from Washington County.
Sources and documentation
The Dashboard was last updated in January 2024 with data through December 2022. Updates will be made on an annual basis.
Note: Due to data limitations, totals for the town of Essex include data for Essex Junction, and totals for Saint Albans Town include data for Saint Albans City.
Cold-Climate Heat Pumps:
Data from Efficiency Vermont and Burlington Electric Department, representing installations from 2015-2022.
The heat pump totals represent the number of outdoor units installed, not the number of individual indoor heads. The data includes residential installations of high efficiency single head and multi-head cold climate heat pumps, air-to-water heat pumps, and centrally ducted heat pumps that meet the program criteria for efficient performance. Water source heat pumps and ground-source heat pumps are not included.
Data reflects only heat pumps for which Efficiency Vermont and Burlington Electric Department incentives were received. There may be a small number of additional units installed within the state that are not counted here because they were not tracked under these programs.
Heat Pump Water Heaters:
Data from Efficiency Vermont and Burlington Electric Department, representing installations from 2014-2022.
Includes all residential heat pump hot water heaters processed through Efficiency Vermont and Burlington Electric Department’s incentive programs. There may be a small number of additional units installed within the state that are not counted here because they were not tracked under these programs.
Weatherization:
Data from Efficiency Vermont, Burlington Electric Department, VGS, OEO/Weatherization Assistance Program, and 3E Thermal.
Includes all residential comprehensive weatherization projects, including Home Performance with ENERGY STAR® projects, completed through the above programs from 2010-2022. Data is subject to change due to annual verification by the Public Service Department.
Electric Vehicles:
Data from the Vermont Department of Motor Vehicles via Efficiency Vermont/Drive Electric Vermont.
Includes all-electric vehicles and plug-in hybrid electric vehicles registered in Vermont from 2012-2022.
Questions about the Dashboard? Contact EAN’s Data Manager, Lena Stier, at lstier@eanvt.org.